-

HƯỚNG DẪN SỬ DỤNG PHẦN MỀM PLC FX-TRN-BEG-E
- Ngày đăng: 27-01-2023
- Lượt xem: 1203
Phần Mềm PLC FX – TRN – BEG – E dùng để training cho các bạn mới tiếp cận với PLC. Phần mềm sẽ hướng dẫn các câu lệnh lập trình cùng các bài tập kèm theo từ cơ bản tới nâng cao cùng với hình ảnh mô phỏng trực quan, hệ thống chấm điểm giúp cho người mới học lập trình PLC Mitsubishi tiếp cận nhanh nhất với hãng PLC này cũng như phần mềm lập trình của hãng.
-

HƯỚNG DẪN LẬP TRÌNH PLC MITSUBISHI VỚI CÁC LỆNH CƠ BẢN
- Ngày đăng: 27-01-2023
- Lượt xem: 3502
PLC Mitsubishi là một sản phẩm của tập đoàn Mitsubishi Electric – Tập đoàn về công nghệ hàng đầu của Nhật Bản. PLC hãng Mitsubishi được ứng dụng rộng rãi trong bộ điều khiển các hệ thống trong công nghiệp, từ đơn giản đến phức tạp.
-
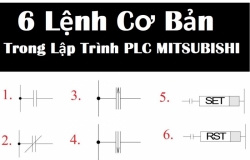
6 LỆNH LẬP TRÌNH PLC MITSUBISHI CƠ BẢN
- Ngày đăng: 28-11-2022
- Lượt xem: 7605
Bài viết sẽ giới thiệu 6 lệnh lập trình PLC Mitsubishi cơ bản nhất. Lưu ý: Cần đọc kỹ tính năng của từng lệnh để sử dụng chúng trong chương trình được hợp lý.
-
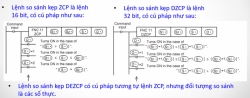
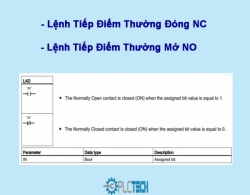
3 LỆNH SO SÁNH TRONG LẬP TRÌNH PLC MITSUBISHI
- Ngày đăng: 28-11-2022
- Lượt xem: 14215
Các lệnh so sánh trong Lập trình PLC thường được sử dụng để thực hiện một phép toán so sánh (lớn hơn, nhỏ hơn, bằng, khác,…). Kết quả của phép toán so sánh này sẽ được sử dụng để thực hiện các lệnh khác. Ở bài viết này ALPHA TECH PLC xin chia sẻ kiến thức với bạn đọc về 3 Lệnh So Sánh Trong Lập Trình PLC Mitsubishi nhất định bạn phải biết.
-
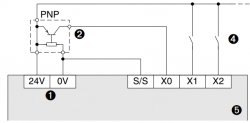
CÁCH ĐẤU DÂY NGÕ VÀO SỐ CỦA PLC MITSUBIHI
- Ngày đăng: 23-11-2022
- Lượt xem: 2173
Ngõ vào PLC Mitsubishi nói riêng và các loại PLC khác nói chung đều có hai cách đấu dây ngõ vào số (Digital Input) kiểu Sink và Source. Đầu vào Digital là các cảm biến, nút bấm, công tắc…Bài viết xin chia sẻ cách đấu dây ngõ vào số của PLC Mitsubishi theo 2 kiểu Sink và Source.
-
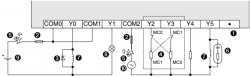
CÁCH ĐẤU DÂY NGÕ RA SỐ CỦA PLC MITSUBISHI
- Ngày đăng: 23-11-2022
- Lượt xem: 2581
PLC có hai dạng đầu ra chính, đó là loại Digital và Analog. Tín hiệu ra dạng Analog sẽ được OUT bởi Module AQ, DA. Bài viết này xin trình bày Cách Đấu Dây Ngõ Ra Số Của PLC Mitsubishi, với 2 loại đầu ra là Relay và Transistor.
-

ĐẾM XUNG TỐC ĐỘ CAO TRONG PLC MITSUBISHI
- Ngày đăng: 22-11-2022
- Lượt xem: 2726
Đếm xung tốc độ cao (High Speed Counter) được tích hợp trong PLC để đọc một số tín hiệu xung tốc độ cao như tín hiệu cảm biến vòng quay encoder. Tốc độ đếm xung của những bộ này thường rơi vào khoảng trên 10Khz. Tức là có khả năng đếm được 10,000 xung trên giây.
-

LỆNH CJ LÀ GÌ ? KIẾN THỨC CƠ BẢN VỀ LỆNH CJ
- Ngày đăng: 18-11-2022
- Lượt xem: 1176
Lệnh CJ (Conditional Jump), được gọi là lệnh nhảy có điều kiện. Lệnh này có hiệu quả rất lớn trong một chương trình điều khiển có nhiều sự lựa cho hoạt động khác nhau, và được gọi là lệnh nhảy có điều kiện. Giống như các tác vụ khác, điều kiện nhảy có thể là một nhánh logic đơn giản hay phức tạp.
-
TẬP LỆNH LOGIC CỦA PLC SIEMENS S7-1200
- Ngày đăng: 18-11-2022
- Lượt xem: 1781
Tập lệnh logic vào/ra cơ bản của PLC Siemens S7-1200 là tập lệnh đơn giản nhất trong PLC, tuy nhiên lại được sử dụng nhiều nhất. Tập Lệnh Logic Của PLC Siemens S7-1200 là nền tảng giúp cho PLC thực thi logic, cũng như để thực hiện các câu lệnh khác.
-
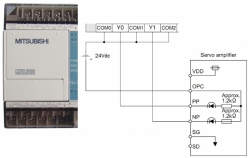
HƯỚNG DẪN LẬP TRÌNH PLC MITSUBISHI PHÁT XUNG ĐIỀU KHIỂN SERVO
- Ngày đăng: 15-11-2022
- Lượt xem: 1210
Drive và Motor Servo được sử dụng khá phổ biến với các chế độ điều khiển; – Điều khiển vị trí: quay động cơ với một số vòng quay được xác định trước. Ứng dụng nhiều trong các hành trình kéo sản phẩm như máy cắt bao bì, máy đóng gói. Động cơ sẽ kéo bao bì đúng theo chiều dài túi được đặt trước. – Điều khiển tốc độ: duy trì bám sát tốc độ được cài đặt. Ví dụ có thể ứng dụng trong việc đồng bộ tốc độ của dao cắt với tốc độ sản phẩm đưa vào trong dao chặt giấy bao bì carton, máy đóng gói dạng nằm, … – Điều khiển lực căng: nổi bật trong các ứng dụng kéo dây, việc duy trì ổn định lực căng, momen xoắn đầu trục động cơ sẽ không làm trùng hoặc căng đứt dây.
-

GIỚI THIỆU TỔNG QUAN VỀ PLC MITSUBISHI DÒNG Q
- Ngày đăng: 15-11-2022
- Lượt xem: 1918
PLC Mitsubishi là một sản phẩm của tập đoàn Mitsubishi Electric – Tập đoàn về công nghệ hàng đầu của Nhật Bản. PLC hãng Mitsubishi được ứng dụng rộng rãi trong bộ điều khiển các hệ thống trong công nghiệp, từ đơn giản đến phức tạp.
-
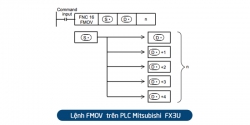
LỆNH MOV, DMOV, FMOV, BMOV VÀ $MOV TRÊN PLC MITSUBISHI FX3U
- Ngày đăng: 15-11-2022
- Lượt xem: 6578
Như ta đã biết, trong các ứng dụng lập trình tự động hóa công nghiệp, rất nhiều yêu cầu xuất phát từ thực tế khiến chúng ta phải thực hiện các lệnh chuyển dữ liệu giữa các ô nhớ trong PLC. Một ví dụ điển hình nhất là hiển thị sản lượng, năng suất và takt time (cycle time) lên màn hình cảm ứng. Do đó, các lệnh chuyển dữ liệu trên PLC là nội dung bắt buộc với hầu hết các chương trình đào tạo lập trình PLC. Trong tập lệnh của PLC Mitsubishi có rất nhiều lệnh liên quan tới xử lý dữ liệu, tuy nhiên với phần lớn các vấn đề lập trình máy móc tự động hóa, ta chỉ cần nắm vững một số lệnh cơ bản như sau là đã có thể bắt tay vào việc được rồi. Chúng ta hãy cùng đi vào tìm hiểu một số lệnh phổ biến nhất trong chuyển dữ liệu trên PLC Mitsubishi FX3U:
- infor.smartplc@gmail.com
- HOTLINE: 0988803232
- Cơ Sở 1: T2 Tòa VTC Online, số 18 Tam Trinh, quận Hai Bà Trưng, TP. Hà Nội
- Cơ Sở 2: Trường Trung Cấp Nghề Kỹ Thuật Xi Măng, 3 Hà Nội - Hải Phòng, Trại Chuối, Hồng Bàng, Hải Phòng
TRUNG TÂM ĐÀO TẠO TỰ ĐỘNG HÓA - CƠ KHÍ - CNTT ALPHA TECH PLC
ĐÀO TẠO CHUYÊN MÔN PLC - HMI - SERVO - ROBOT - THIẾT KẾ TỦ ĐIỆN