6 LỆNH LẬP TRÌNH PLC MITSUBISHI CƠ BẢN


- Ngày đăng: 28-11-2022
Bài viết sẽ giới thiệu 6 lệnh lập trình PLC Mitsubishi cơ bản nhất. Lưu ý: Cần đọc kỹ tính năng của từng lệnh để sử dụng chúng trong chương trình được hợp lý.
6 LỆNH LẬP TRÌNH PLC MITSUBISHI CƠ BẢN
Bài viết sẽ giới thiệu 6 lệnh lập trình PLC Mitsubishi cơ bản nhất.
Lưu ý: Cần đọc kỹ tính năng của từng lệnh để sử dụng chúng trong chương trình được hợp lý.
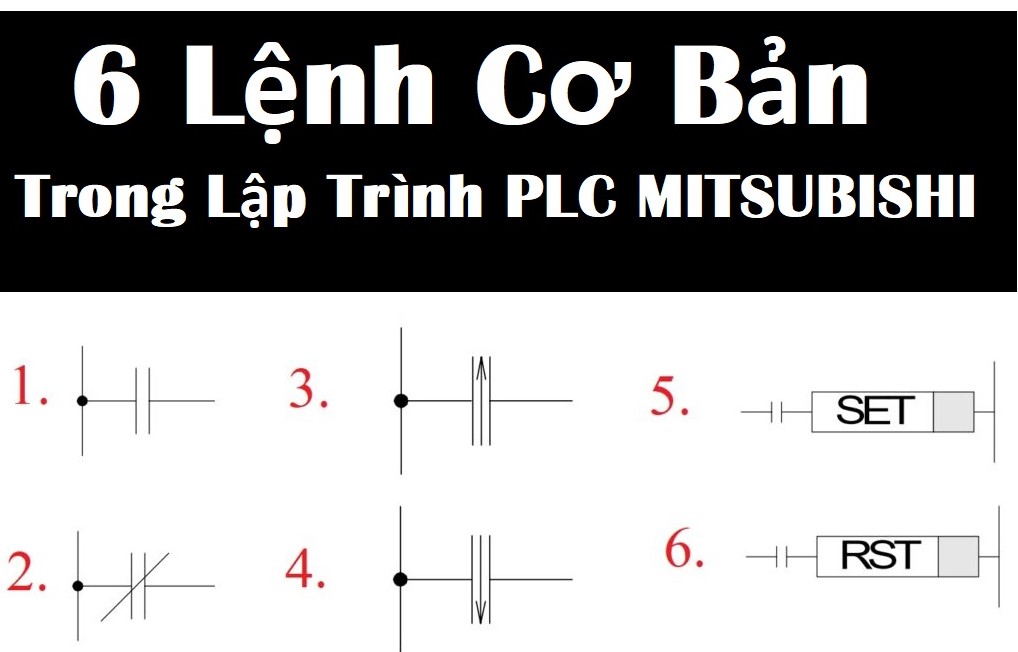
Lệnh tiếp điểm thường hở (hình số 1)
- Gắn được cho vùng nhớ: X, Y, M, S, T, C
- Chức năng là đọc trạng thái của tín hiệu bit. Ví dụ tiếp này gắn với X0 thì khi X0 ON( đèn input sáng) thì sẽ chuyển từ thường hở sang thường đóng.
- Thường sử dụng khi cần điều kiện và thực thi. Ví dụ như là nếu tín hiệu X0 ON thì out ra ngõ Y0
Lệnh tiếp điểm thường đóng (hình số 2)
- Gắn được cho vùng nhớ: X, Y, M, S, T, C
- Chức năng tương tự như tiếp điểm thường mở nhưng ngược lại, ví dụ tiếp điểm thường đóng gắn với X1 thì khi X1 ON thì tiếp điểm sẽ chuyển sang thường hở.
- Thường sử dụng khi cần phủ định điều kiện và thực thi. Ví dụ như tín hiệu X0 ON thì OFF ngõ ra Y0.
Lệnh lấy cạnh lên của tín hiệu (hình số 3)
- Gắn được cho vùng nhớ: X, Y, M, S, T, C
- Chức năng là thực thi khi tín hiệu được gán chuyển trạng thái từ off thành on=>. Ví dụ như khi ta nhấn nút nhấn ON thì lệnh liền phía sau sẽ được thực thi.
- Thường sử dụng để đọc trạng thái nút nhấn dạng nhả( không tự giữ). Ứng dụng trong lập trình theo chu trình( có bài riêng về chủ đề này)
Lệnh lấy cạnh xuống của tín hiệu (hình số 4)
- Gắn được cho vùng nhớ: X, Y, M, S, T, C
- Chức năng là thực thi khi tín hiệu được gán chuyển trạng thái từ on thành off=>. Ví dụ như khi ta nhấn nút nhấn OFF thì lệnh liền phía sau sẽ được thực thi.
- Thường sử dụng để đọc trạng thái nút nhấn dạng tự giữ.
Lệnh Set tín hiệu (hình số 5)
- Gắn được cho vùng nhớ: Y, M, S
- Chức năng là bật tín hiệu ở trạng thái off thành on. Ví dụ như bật Y0 từ 0 lên 1.
- Thường dùng để xuất tín hiệu ngõ ra, bật cờ quy định bắt đầu chạy một tác vụ trong chương trình.
Lệnh reset tín hiệu (hình số 6)
- Gắn được cho vùng nhớ: Y, M, S
- Chức năng là tắt tín hiệu ở trạng thái on thành off.
- Thường dùng để tắt tín hiệu ngõ ra, tắt cờ trong khi kết thúc tác vụ xử lý của một đoạn chương trình.
Lưu ý khi sử dụng Lệnh Lập Trình PLC Mitsubishi
- Các bạn cần phải nắm rõ chức năng của các Lệnh lập trình PLC Mitsubishi. Ví dụ: Của lệnh tiếp điểm thường đóng thường hở và loại lấy cạnh lênh. Điều kiện sau lệnh tiếp điểm thường đóng thường hở sẽ thực thi liên tục chừng nào tiếp điểm còn đóng, còn lệnh lấy cạnh lên hoặc cạnh xuống chỉ thực thi một lần duy nhất khi điều kiện có cạnh lên hay xuống xảy ra.
- Trong một đoạn chương trình có nhiều lệnh set reset cùng một tín hiệu ngõ vào thì lệnh gần END( kết thúc chương trình) nhất sẽ được thực thi.
- Nếu trong chương trình bạn đồng thực dùng lệnh set reset và lệnh out tín hiệu ngõ ra theo điều kiện ngõ vào thì lệnh set reset hầu như không có tác dụng.
- Khi gắn tín hiệu cho các lệnh này các bạn cần lưu ý một số vùng nhớ đặc biệt nếu sử dụng tới vùng nhớ này có thể khiến cho chương trình plc bị lỗi hoặc chạy không đúng như ý đồ của người lập trình.
Tất cả tài liệu: https://smartplc.com.vn/tai-lieu-ky-thuat.htm
Mời bạn tham khảo các khóa học của trung tâm:
| · Đào tạo PLC Delta | · Đào tạo lập trình Robot Công nghiệp · Lập trình điều khiển động cơ Servo, Step · Đào tạo Thiết kế, lắp đặt tủ điện chuyên nghiệp |
Thông tin liên hệ
TRUNG TÂM TỰ ĐỘNG HÓA CÔNG NGHỆ ALPHA TECH PLC
Hà Nội: Tầng 8, Tòa nhà 169 Nguyễn Ngọc Vũ, Phường Trung Hòa, Quận Cầu Giấy, Hà Nội
SĐT/Zalo: 0988 803 232
Website: https://smartplc.com.vn/
Fanpage: https://www.facebook.com/daotaoplcalphatech
Email: infor.smartplc@gmail.com
Bài viết khác
-

HƯỚNG DẪN SỬ DỤNG PHẦN MỀM PLC FX-TRN-BEG-E
- Ngày đăng: 27-01-2023
- Lượt xem: 1203
Phần Mềm PLC FX – TRN – BEG – E dùng để training cho các bạn mới tiếp cận với PLC. Phần mềm sẽ hướng dẫn các câu lệnh lập trình cùng các bài tập kèm theo từ cơ bản tới nâng cao cùng với hình ảnh mô phỏng trực quan, hệ thống chấm điểm giúp cho người mới học lập trình PLC Mitsubishi tiếp cận nhanh nhất với hãng PLC này cũng như phần mềm lập trình của hãng.
-

HƯỚNG DẪN LẬP TRÌNH PLC MITSUBISHI VỚI CÁC LỆNH CƠ BẢN
- Ngày đăng: 27-01-2023
- Lượt xem: 3502
PLC Mitsubishi là một sản phẩm của tập đoàn Mitsubishi Electric – Tập đoàn về công nghệ hàng đầu của Nhật Bản. PLC hãng Mitsubishi được ứng dụng rộng rãi trong bộ điều khiển các hệ thống trong công nghiệp, từ đơn giản đến phức tạp.
-
3 LỆNH SO SÁNH TRONG LẬP TRÌNH PLC MITSUBISHI
- Ngày đăng: 28-11-2022
- Lượt xem: 14215
Các lệnh so sánh trong Lập trình PLC thường được sử dụng để thực hiện một phép toán so sánh (lớn hơn, nhỏ hơn, bằng, khác,…). Kết quả của phép toán so sánh này sẽ được sử dụng để thực hiện các lệnh khác. Ở bài viết này ALPHA TECH PLC xin chia sẻ kiến thức với bạn đọc về 3 Lệnh So Sánh Trong Lập Trình PLC Mitsubishi nhất định bạn phải biết.
-
CÁCH ĐẤU DÂY NGÕ VÀO SỐ CỦA PLC MITSUBIHI
- Ngày đăng: 23-11-2022
- Lượt xem: 2173
Ngõ vào PLC Mitsubishi nói riêng và các loại PLC khác nói chung đều có hai cách đấu dây ngõ vào số (Digital Input) kiểu Sink và Source. Đầu vào Digital là các cảm biến, nút bấm, công tắc…Bài viết xin chia sẻ cách đấu dây ngõ vào số của PLC Mitsubishi theo 2 kiểu Sink và Source.
-
CÁCH ĐẤU DÂY NGÕ RA SỐ CỦA PLC MITSUBISHI
- Ngày đăng: 23-11-2022
- Lượt xem: 2581
PLC có hai dạng đầu ra chính, đó là loại Digital và Analog. Tín hiệu ra dạng Analog sẽ được OUT bởi Module AQ, DA. Bài viết này xin trình bày Cách Đấu Dây Ngõ Ra Số Của PLC Mitsubishi, với 2 loại đầu ra là Relay và Transistor.