LƯU ĐỒ THUẬT TOÁN PLC


- Ngày đăng: 02-12-2022
Lưu đồ thuật toán PLC là một sơ đồ mô tả toàn bộ quá trình xử lý của một hệ thống điều khiển. Nó giúp người lập trình kiểm tra tính khả thi của việc lập trình, đưa ra những giải thuật để viết chương trình một cách nhanh chóng và hiệu quả.
LƯU ĐỒ THUẬT TOÁN PLC
Lưu đồ thuật toán PLC là một trong những bước quan trọng không thể bỏ qua trong Lập trình PLC.
1. Khái Niệm Lưu đồ thuật toán PLC
– Lưu đồ thuật toán PLC là một sơ đồ mô tả toàn bộ quá trình xử lý của một hệ thống điều khiển.
Nó giúp người lập trình kiểm tra tính khả thi của việc lập trình, đưa ra những giải thuật để viết chương trình một cách nhanh chóng và hiệu quả.
– Một quá trình có các bước xử lý tuần tự sẽ thích hợp khi sử dụng lưu đồ thuật toán PLC để thiết kế chương trình. Các bước trong lưu đồ được thực hiện theo một trình tự đơn giản.
– Một lưu đồ có thể được viết bằng nhiều ngôn ngữ khác nhau. Việc lựa chọn ngôn ngữ nào để viết là tùy thuộc vào sự thành thạo của người lập trình.
Trong phạm vi tài liệu này, ngôn ngữ LAD được sử dụng để viết chương trình cho lưu đồ thuật toán PLC.
2. Khi viết lưu đồ thuật toán PLC cần chú ý:
– Mô tả được quá trình hoạt động của hệ thống
– Xác định các hoạt động chính, vẽ thành các khối
– Xác định tuần tự vận hành, vẽ bằng các mũi tên
– Mỗi khối thực thi trong lưu đồ phải được đặt bằng một tên nhất định
– Khi tuần tự này thay đổi thì sử dụng các khối Decision để rẽ nhánh
– Giải thích hoạt động theo lưu đồ để sửa chữa, bổ sung và hoàn thiện lưu đồ trước khi bắt đầu viết chương trình.
Những điều đặc biệt lưu ý:
– Quá trình chỉ được chuyển từ khối này đến khối khác chỉ được thực hiện khi thỏa mãn một số yêu cầu nhất định
– Khi chuyển đến khối hiện tại thì phải xóa trạng thái ở khối trước đó
– Chương trình thường được viết thành 2 đoạn: Đoạn chương trình chuyển trạng thái giữa các khối và đoạn chương trình thực thi trong từng khối để tác động ngõ ra.
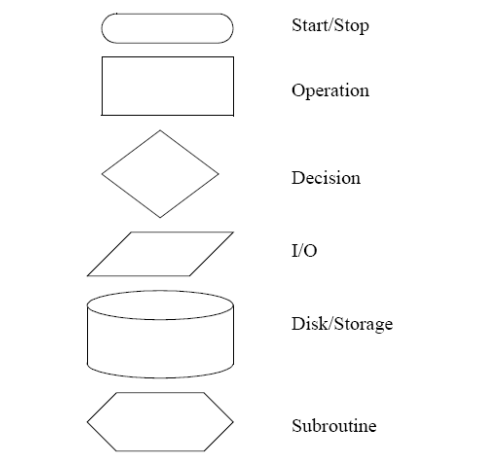
Ký hiệu trong Lưu đồ thuật toán PLC
3. Chú thích ký hiệu trong lưu đồ thuật toán PLC:
Start/ Stop: Bắt đầu hoặc kết thúc 1 chương trình
Operation: Khối thực thi công việc
Decision: Khối quyết định lựa chọn ( đúng – sai, yes – no, 1 – 0…)
I/O: Khối nhập – xuất dữ liệu
Disk/ Storage: Khối dữ liệu
Subroutine: Chương trình con
Trong các khối ở trên thì khối thực thi chương trình (Operation) và khối quyết định(Decision) thường được sử dụng nhiều nhất trong các ứng dụng lập trình của PLC, các khối khác chỉ được sử dụng trong một số trường hợp nhất định. Các khối được nối với nhau bằng các mũi tên nhằm chỉ ra các bước thực hiện tuần tự.
Chương trình PLC luôn bắt đầu bằng khối Start, kế đến là các khối, kiểm tra, xử lý và đưa ra kết quả. Thường thì chương trình được thực hiện một cách tuần tự, liên tục. Tuy nhiên trong quá trình thực hiện, chương trình cũng kiểm tra khối Stop để dừng chương trình khi cần thiết.
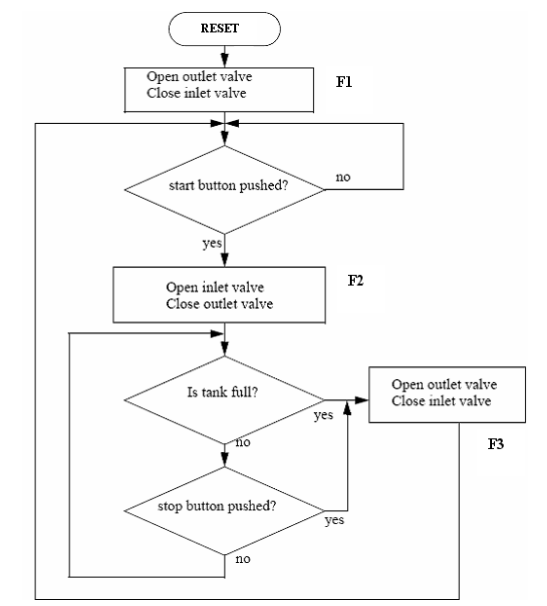
Ví dụ lưu đồ thuật toán PLC
4. Ví dụ lưu đồ thuật toán PLC
Ở trạng thái RESET hệ thống thì nước được xả ra bởi Outlet Valve và đóng ngõ vào bởi Inlet Valve.
Khi nhấn nút Start, bồn bắt đầu cho nước vào và tắt đường chảy ra.
Khi bồn đầy nước, hoặc nhấn nút Stop sẽ mở đường chảy ra và đóng đường chảy vào. Quá trình bắt đầu từ sau khi Reset hệ thống. Đầu tiên là mở van ngõ ra và đóng van ngõ vào. Tiếp theo, khối Decision sẽ chờ xem có nút nào được nhấn không. Nếu có nút được nhấn, theo nhánh Yes sẽ mở van vào và đóng van ra.
Tiếp theo đến một vòng gồm hai khối Decision để chờ đến khi bồn đầy hoặc nhấn nút Stop. Nếu một trong hai trường hợp xảy ra thì đóng van vào và mở van ra. Hệ thống sẽ quay lại để kiểm tra trạng thái nút Start lần nữa. Kết thúc lưu đồ thuật toán PLC!
Tất cả tài liệu: https://smartplc.com.vn/tai-lieu-ky-thuat.htm
Mời bạn tham khảo các khóa học của trung tâm:
Thông tin liên hệ
TRUNG TÂM TỰ ĐỘNG HÓA CÔNG NGHỆ ALPHA TECH PLC
Hà Nội: Tầng 8, Tòa nhà 169 Nguyễn Ngọc Vũ, Phường Trung Hòa, Quận Cầu Giấy, Hà Nội
SĐT/Zalo: 0988 803 232
Website: https://smartplc.com.vn/
Fanpage: https://www.facebook.com/daotaoplcalphatech
Email: infor.smartplc@gmail.com
Bài viết khác
-
14 TẬP LỆNH LẬP TRÌNH PLC S7-200
- Ngày đăng: 27-01-2023
- Lượt xem: 1587
Lập trình PLC S7 200 đã có khá lâu rồi, tuy ở các nhà máy, xưởng sản xuất ít còn sử dụng nhưng trong các trường đại học, cao đẳng, nghề vẫn còn dùng trong giảng dạy và tạo bước tiền đề cho sinh viên làm quen với chuyên ngành điều khiển lập trình.
-

HƯỚNG DẪN SỬ DỤNG PHẦN MỀM PLC FX-TRN-BEG-E
- Ngày đăng: 27-01-2023
- Lượt xem: 1203
Phần Mềm PLC FX – TRN – BEG – E dùng để training cho các bạn mới tiếp cận với PLC. Phần mềm sẽ hướng dẫn các câu lệnh lập trình cùng các bài tập kèm theo từ cơ bản tới nâng cao cùng với hình ảnh mô phỏng trực quan, hệ thống chấm điểm giúp cho người mới học lập trình PLC Mitsubishi tiếp cận nhanh nhất với hãng PLC này cũng như phần mềm lập trình của hãng.
-

HƯỚNG DẪN LẬP TRÌNH PLC MITSUBISHI VỚI CÁC LỆNH CƠ BẢN
- Ngày đăng: 27-01-2023
- Lượt xem: 3503
PLC Mitsubishi là một sản phẩm của tập đoàn Mitsubishi Electric – Tập đoàn về công nghệ hàng đầu của Nhật Bản. PLC hãng Mitsubishi được ứng dụng rộng rãi trong bộ điều khiển các hệ thống trong công nghiệp, từ đơn giản đến phức tạp.
-
6 NGÔN NGỮ LẬP TRÌNH PLC LD/LAD, FBD, ST/STL, SFC, IL, C/C++
- Ngày đăng: 27-01-2023
- Lượt xem: 1514
Ladder diagram (LD/LAD), structured text (ST/STL), function block (FB/FBD), instruction list (IL), sequential function chart (SFC). Đây là 5 ngôn ngữ lập trình cho bộ điều khiển lập trình PLC được chỉ định sử dụng theo tiêu chuẩn IEC 61131-3. Ngoài ra, hiện nay các hãng PLC cũng dần dần cập nhật các ngôn ngữ lập trình mới cho PLC như: C/C++
-

TỔNG QUAN PLC ABB AC500, AC500-eCO, AC500-XC, AC500-S Series
- Ngày đăng: 27-01-2023
- Lượt xem: 796
ABB chính thức có mặt tại Việt Nam vào năm 1993. Các dòng PLC ABB phổ biến được thị trường biết đến như: AC500 Series, AC500-eCo Series, AC500-S Series và AC500-XC Series. Các dải PLC ABB này phù hợp với từng quy mô ứng dụng từ nhỏ, vừa cho đến lớn và cao cấp. PLC ABB cung cấp các mức hiệu suất khác nhau với tính sẵn sàng cao, chịu được các môi trường khắc nghiệt, điều khiển chuyển động vị trí, giám sát, hoặc các giải pháp theo chuẩn an toàn.